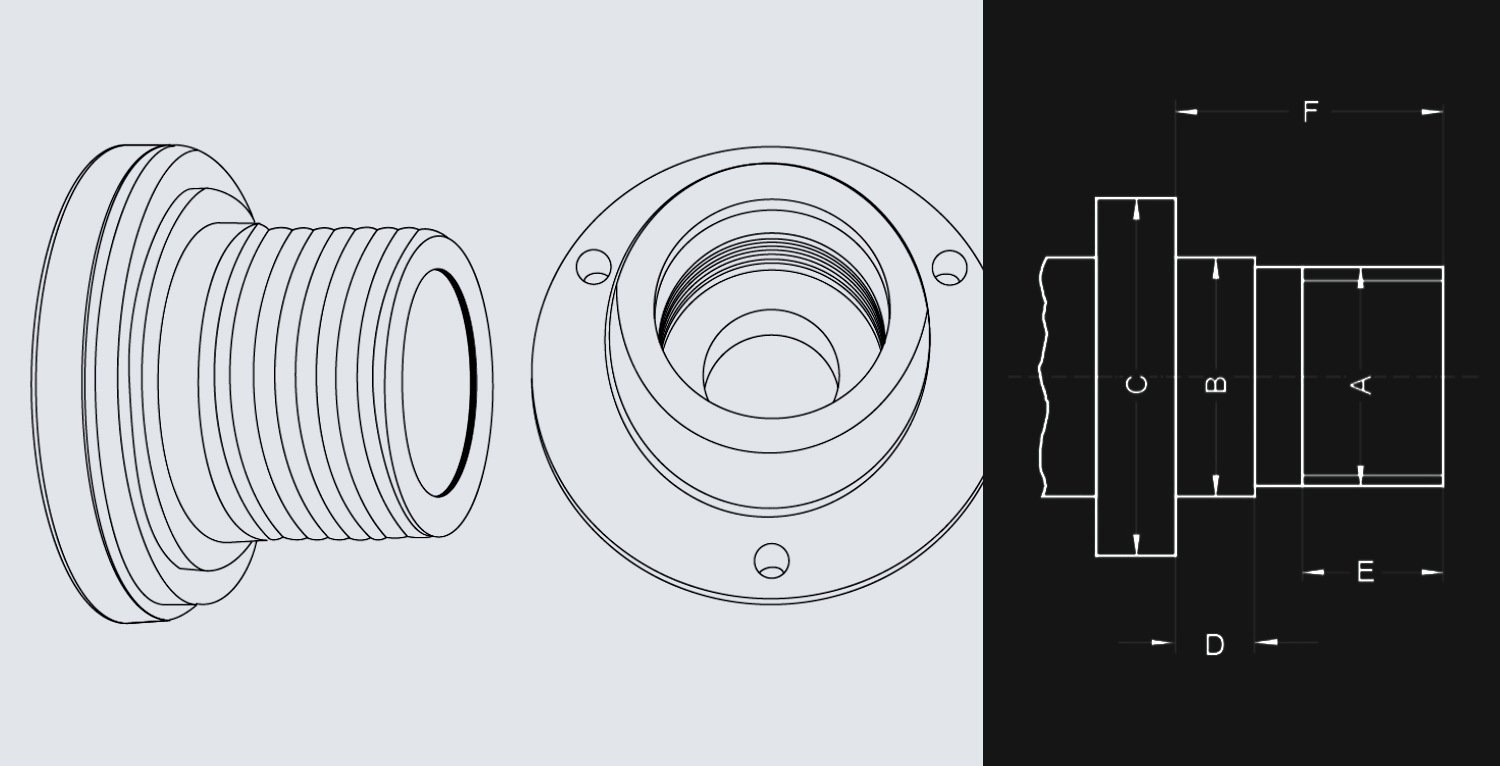
A2-11 Spindle Nose Drawing
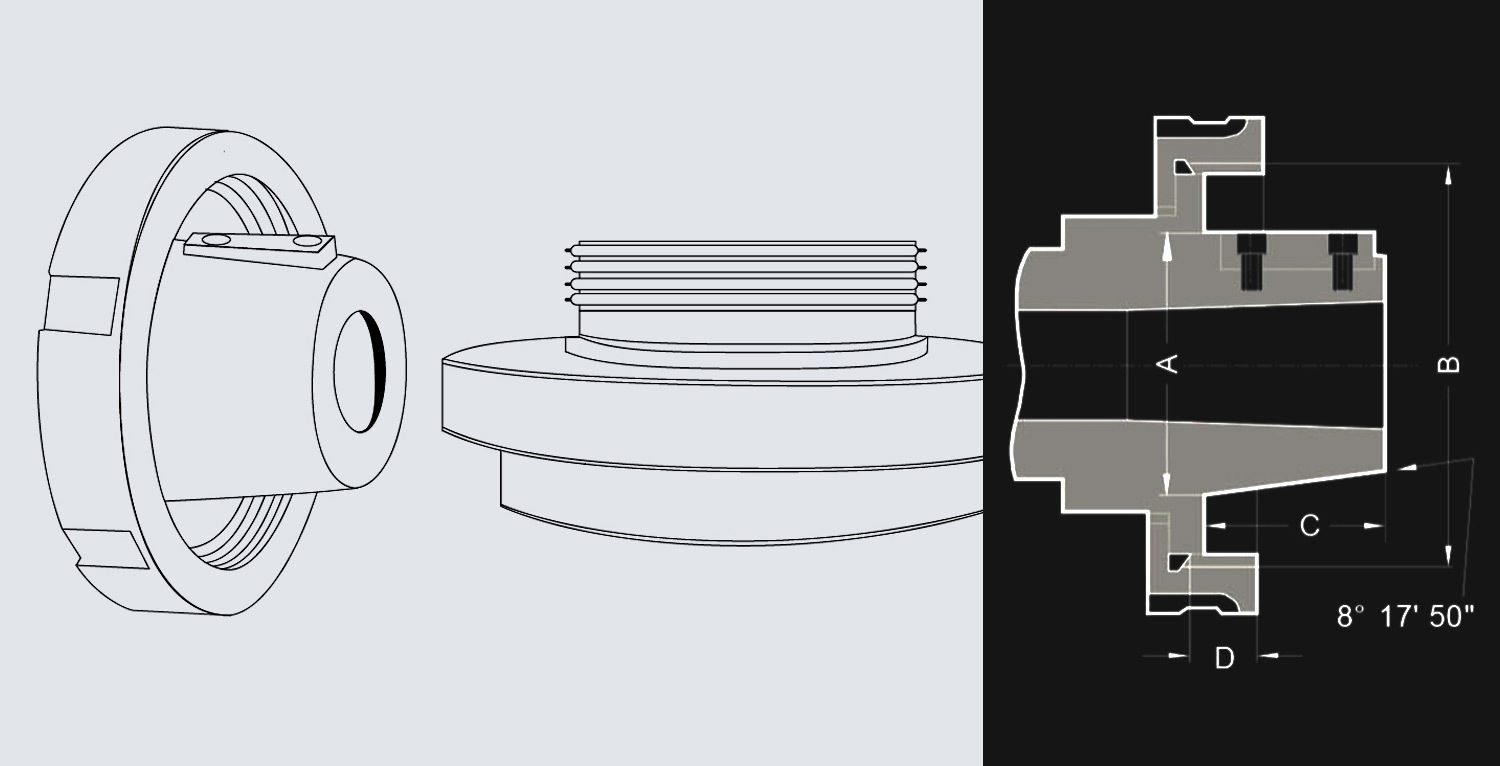
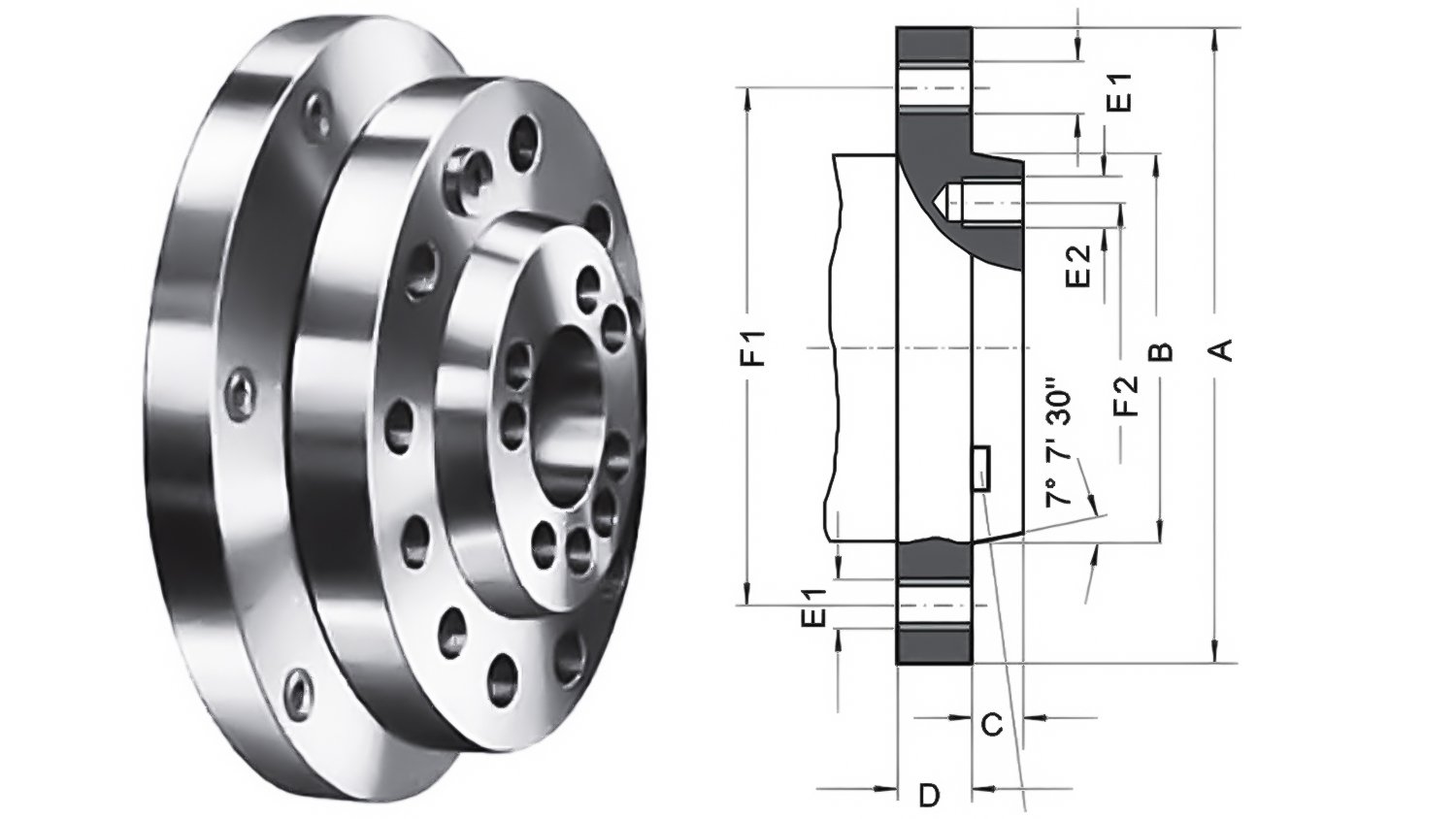
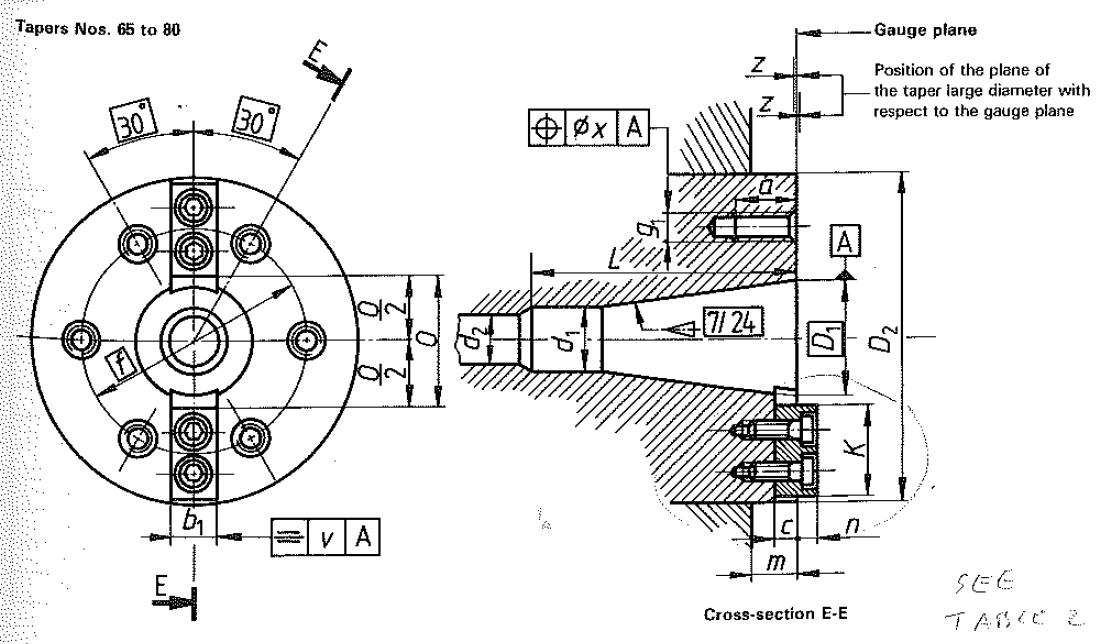
A2-11 Spindle Nose Drawing - Tapped holes in fl ange (outer bolt circle). Measure the pilot diameter and length (b & c) measure the bolt circle diameter (f1 and f2) and diameter of the holes. Web the spindle nose has taper for centring and locating fittings, a key for positive drive and a flanged retention nut. Tapped holes in fl ange (outer bolt circle) without inner bolt circle. The machine does not include a chuck or hydraulic union standard; Tapped holes in fl ange (outer bolt circle) and in inner bolt. Web machine spindle noses to ansi b 5.9; This is the bolt pattern on the nose of the spindle used to mount the chuck, not the bore through the spindle. (current production) drawtube stroke =.99. 6.50 id (7.08 id) 6.50 id. Web 3114 technical data machine spindle noses for din and asa b 5.9 machine spindle noses are not included in the scope of delivery! Tapped holes in fl ange (outer bolt circle). Measure the pilot diameter and length (b & c) measure the bolt circle diameter (f1 and f2) and diameter of the holes. Web the second thing is the. Tapped holes in fl ange (outer bolt circle). Web the second thing is the number, a1 or a2. Web machine spindle noses to ansi b 5.9; 6.50 id (7.08 id) 6.50 id. Measure the pilot diameter and length (b & c) measure the bolt circle diameter (f1 and f2) and diameter of the holes. Web the spindle nose has taper for centring and locating fittings, a key for positive drive and a flanged retention nut. Web determining an a type spindle and size. Web 3114 technical data machine spindle noses for din and asa b 5.9 machine spindle noses are not included in the scope of delivery! 6.50 id (7.08 id) 6.50 id. Tapped. Web the second thing is the number, a1 or a2. Tapped holes in fl ange (outer bolt circle) without inner bolt circle. Thread m175 x p3.0 1.96” long. Web 3114 technical data machine spindle noses for din and asa b 5.9 machine spindle noses are not included in the scope of delivery! 6.50 id (7.08 id) 6.50 id. Web the spindle nose has taper for centring and locating fittings, a key for positive drive and a flanged retention nut. Web the second thing is the number, a1 or a2. Web determining an a type spindle and size. Measure the pilot diameter and length (b & c) measure the bolt circle diameter (f1 and f2) and diameter of the. Thread m175 x p3.0 1.96” long. Web practical application m/c spindle nose plate bptl adaptor plate customer component fixture bptl advantage run out of locating taper to front end diameter for fixture. Web the second thing is the number, a1 or a2. Web the spindle nose has taper for centring and locating fittings, a key for positive drive and a. Web the spindle nose has taper for centring and locating fittings, a key for positive drive and a flanged retention nut. Web practical application m/c spindle nose plate bptl adaptor plate customer component fixture bptl advantage run out of locating taper to front end diameter for fixture. Tapped holes in fl ange (outer bolt circle). Measure the pilot diameter and. (current production) drawtube stroke =.99. Tapped holes in fl ange (outer bolt circle) and in inner bolt. Thread m175 x p3.0 1.96” long. Tapped holes in fl ange (outer bolt circle) without inner bolt circle. Web machine spindle noses to ansi b 5.9; Web practical application m/c spindle nose plate bptl adaptor plate customer component fixture bptl advantage run out of locating taper to front end diameter for fixture. Web the spindle nose has taper for centring and locating fittings, a key for positive drive and a flanged retention nut. Tapped holes in fl ange (outer bolt circle) without inner bolt circle. Tapped. Web machine spindle noses to ansi b 5.9; Web practical application m/c spindle nose plate bptl adaptor plate customer component fixture bptl advantage run out of locating taper to front end diameter for fixture. Web the spindle nose has taper for centring and locating fittings, a key for positive drive and a flanged retention nut. Web determining an a type. This is the bolt pattern on the nose of the spindle used to mount the chuck, not the bore through the spindle. Web determining an a type spindle and size. Web practical application m/c spindle nose plate bptl adaptor plate customer component fixture bptl advantage run out of locating taper to front end diameter for fixture. Thread m175 x p3.0 1.96” long. Measure the pilot diameter and length (b & c) measure the bolt circle diameter (f1 and f2) and diameter of the holes. Web machine spindle noses to ansi b 5.9; 6.50 id (7.08 id) 6.50 id. Web the second thing is the number, a1 or a2. Tapped holes in fl ange (outer bolt circle) without inner bolt circle. Web 3114 technical data machine spindle noses for din and asa b 5.9 machine spindle noses are not included in the scope of delivery! Tapped holes in fl ange (outer bolt circle). The machine does not include a chuck or hydraulic union standard;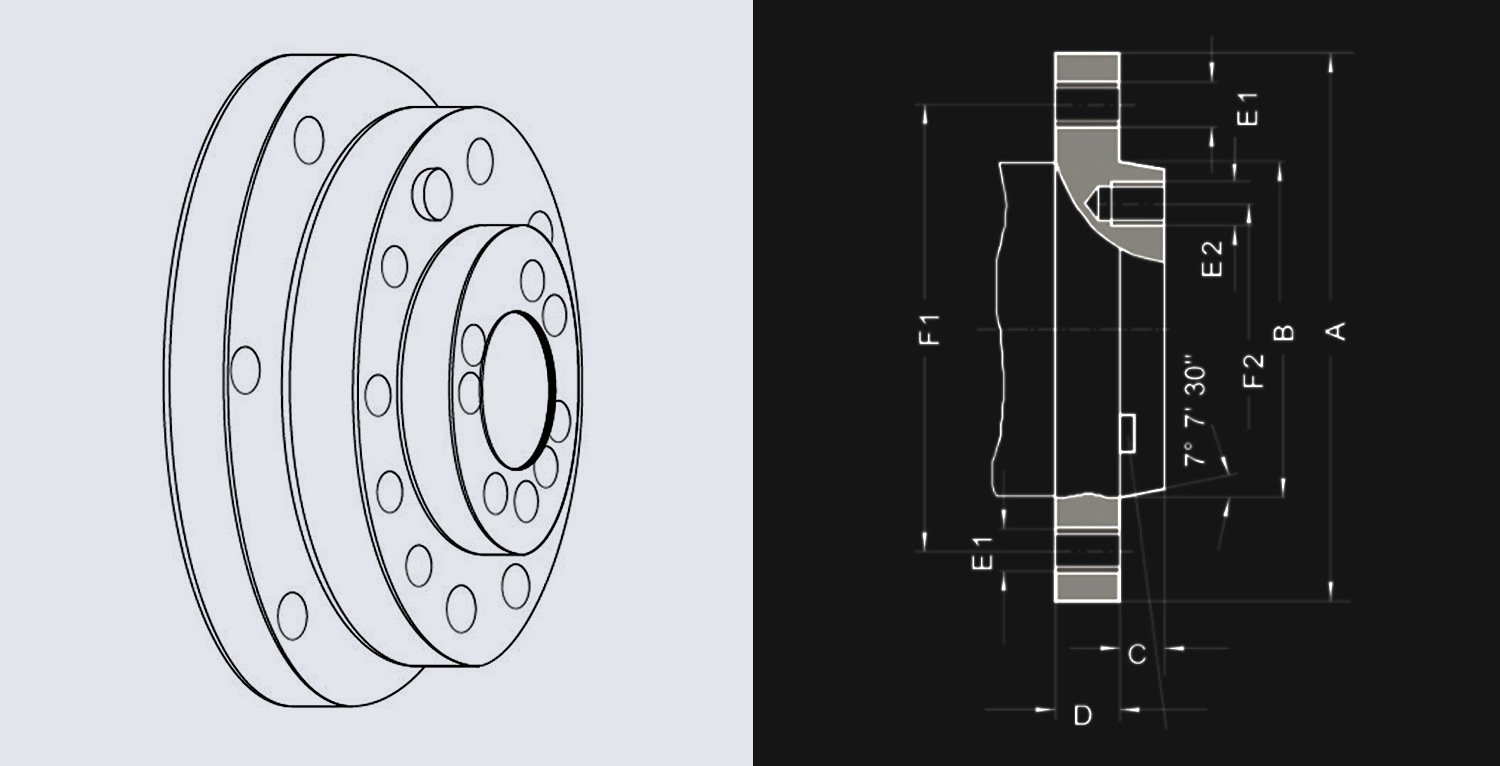
Lathe Spindle Nose Standards & Lathe Chuck Mounting Types
Lathe Spindle Nose Standards & Lathe Chuck Mounting Types

Lathe Spindle Nose Standards & Lathe Chuck Mounting Types
![Spindle Nose [PDF Document]](https://cdn.vdocuments.net/img/1200x630/reader024/reader/2021030113/553feab74a7959c30f8b4897/r-1.jpg?t=1628903670)
Spindle Nose [PDF Document]
Lathe Spindle Nose Identification Chart
Spindle Nose Taper

IrfanView HTMLThumbnails

Repost Old spindlenose standard?`
Lathe Spindle Nose Standards & Lathe Chuck Mounting Types
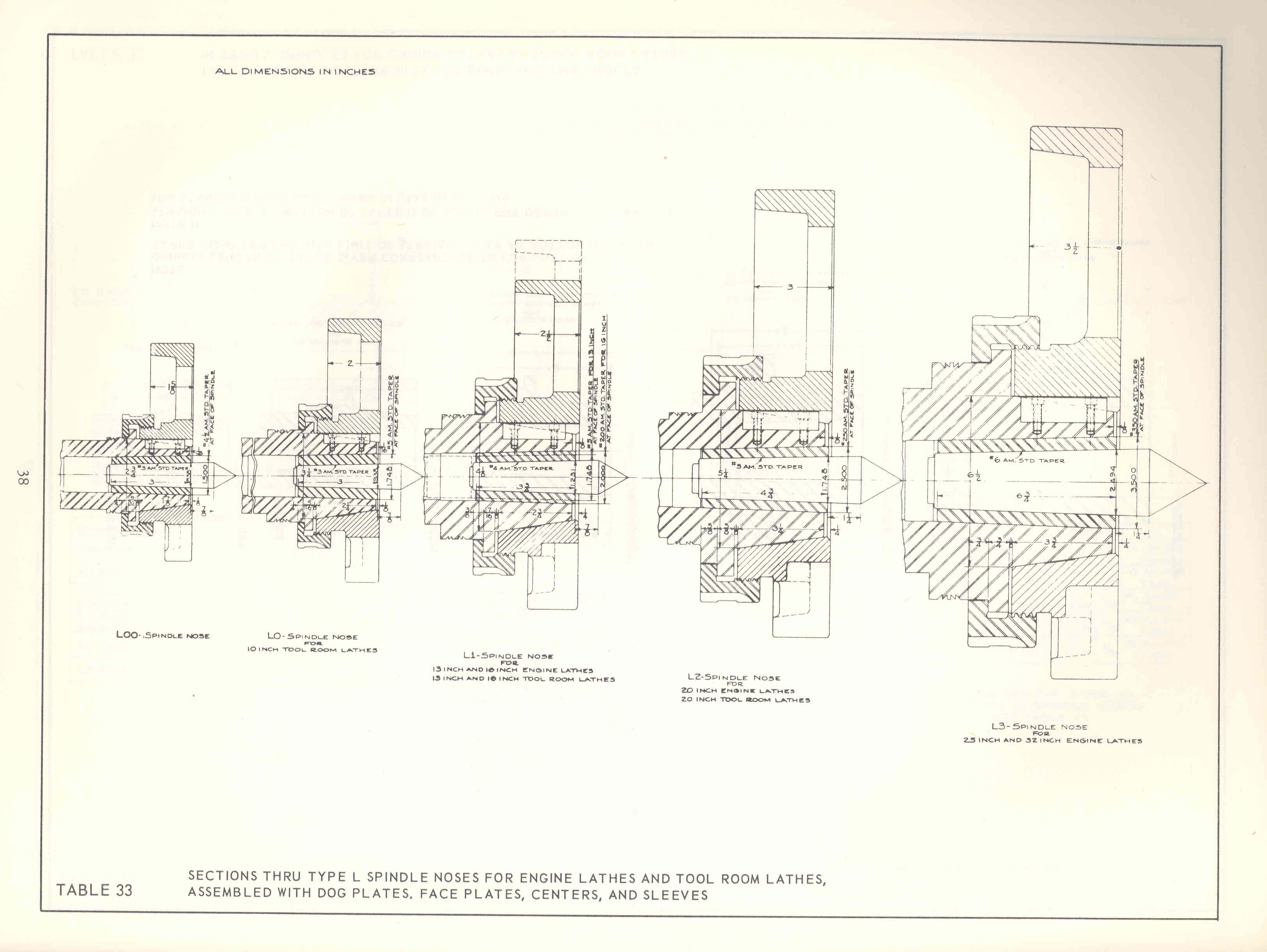
L Series Spindle Information
Tapped Holes In Fl Ange (Outer Bolt Circle) And In Inner Bolt.
(Current Production) Drawtube Stroke =.99.
Web The Spindle Nose Has Taper For Centring And Locating Fittings, A Key For Positive Drive And A Flanged Retention Nut.
Tapped Holes In Fl Ange (Outer Bolt Circle) Without Inner Bolt Circle.
Related Post: